Energy efficient purification of bioethanol
[Company / organization] Sulzer Japan Limited
Energy efficient purification of bioethanol
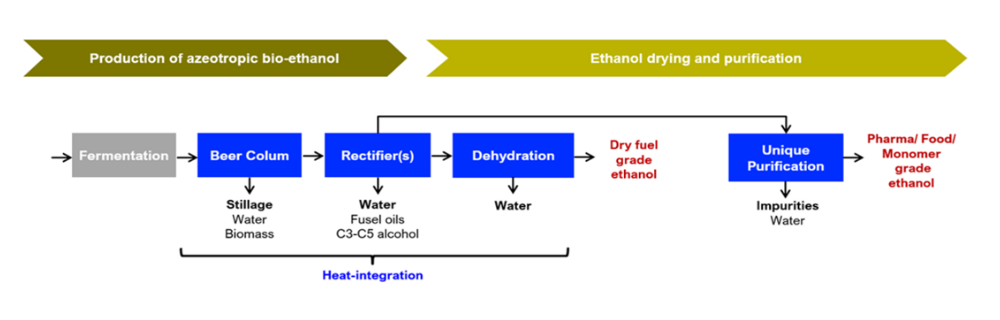
Sulzer’s unique design for distillation and dehydration enables bioethanol production with very low steam consumption. Our design is tailored to maximize the heat integration and minimize the OPEX for a sustainable bioethanol production.
Our long-standing experience in bioethanol purification ensures a reliable and proven design for advanced bioethanol. We offer complete process plants solution for 1G-bioethanol from edible feedstocks, 2G-bioethanol from lignocellulosic biomass, Advanced bioethanol from gas fermentation (3G-4G).
In Sulzer we offer complete process solutions to upgrade bioethanol from azeotropic or fuel grade to pharma, food, industrial, monomer grades. Our unique purification solutions combine distillation and advance separation technologies to meet the tightest specs of our clients.
For bioethanol purification, Sulzer delivers complete process plant solutions including cutting-edge distillation, efficient dehydration, energy-saving MVR, and reliable Sulzer pumps. We can offer complete skid-mounted solutions for grassroot biorefineries or for brownfield projects to increase bioethanol purity, boost the productivity and to enhance the energy efficiency.